Beschichtungsgerechte Konstruktion
Fehler vermeiden bereits vor der Fertigung.
Warum wichtig?
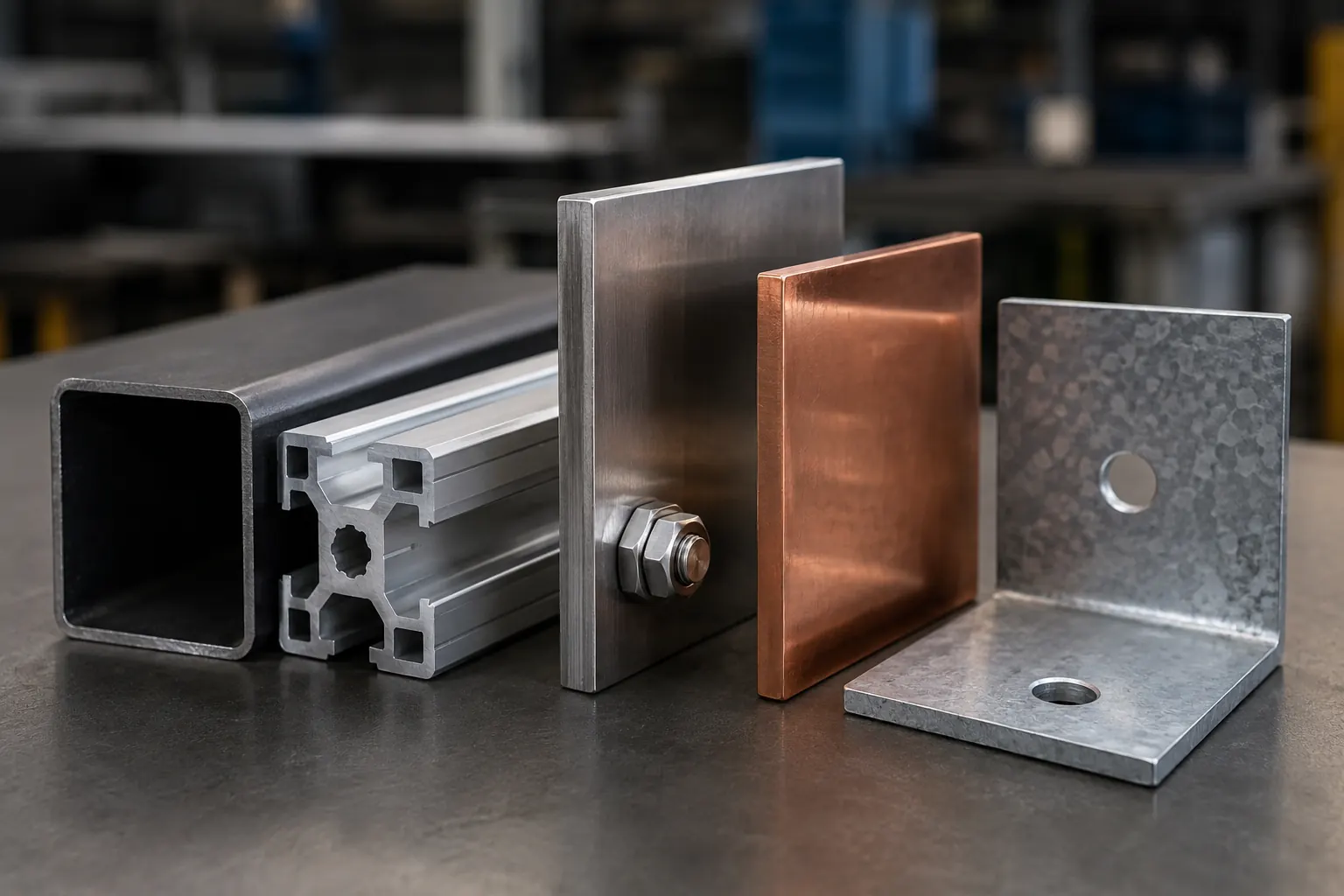
Die Grundlage für eine hochwertige Pulverbeschichtung wird häufig bereits in der Konstruktion gelegt. Ungünstige Geometrien, schwer zugängliche Bereiche oder fehlende Abläufe können die Beschichtungsqualität beeinträchtigen und den Fertigungsaufwand erhöhen. Scharfe Innenkanten, enge Spalte oder nicht erreichbare Bereiche erschweren eine gleichmäßige Beschichtung.
Unsere Empfehlung
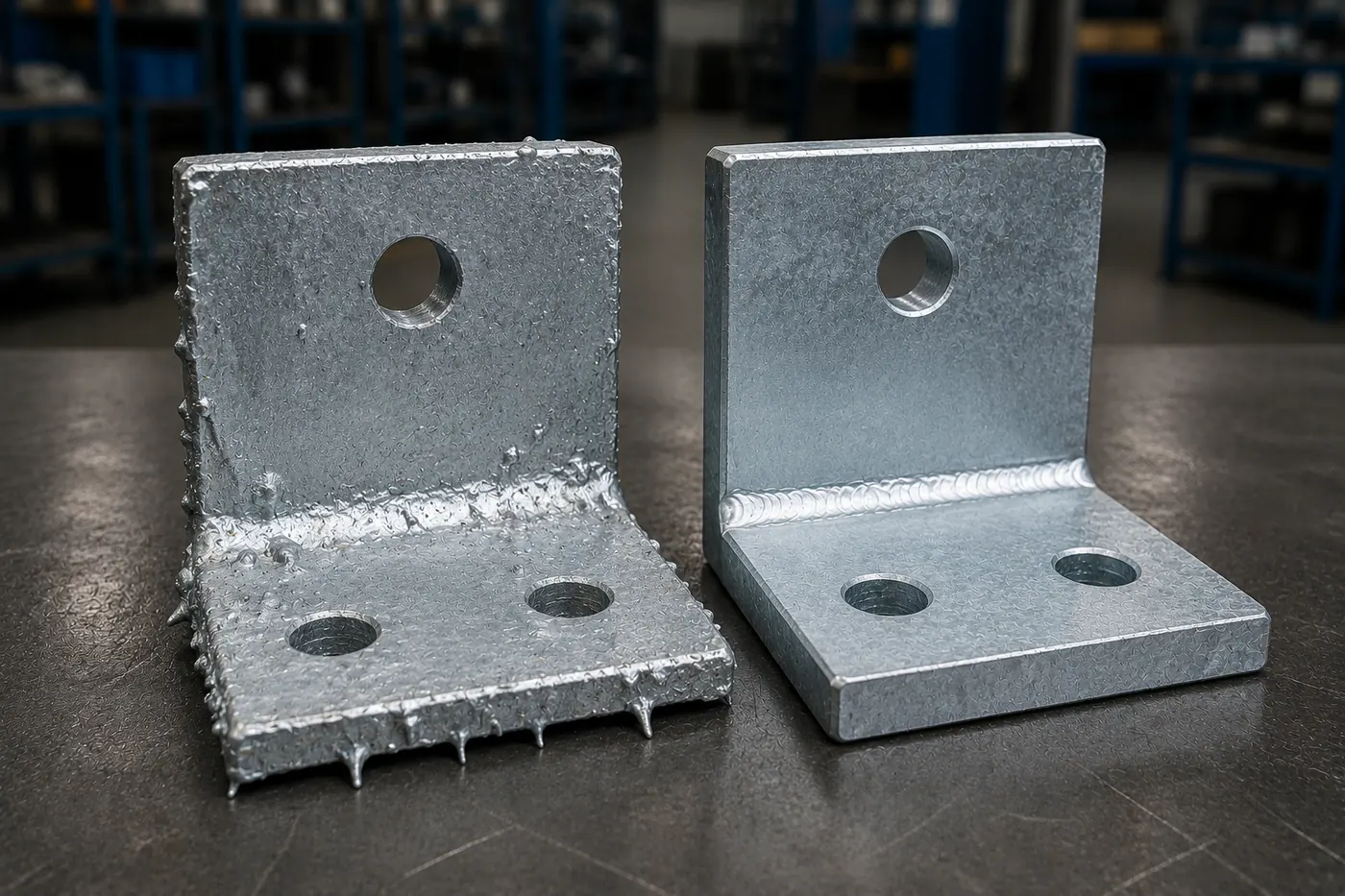
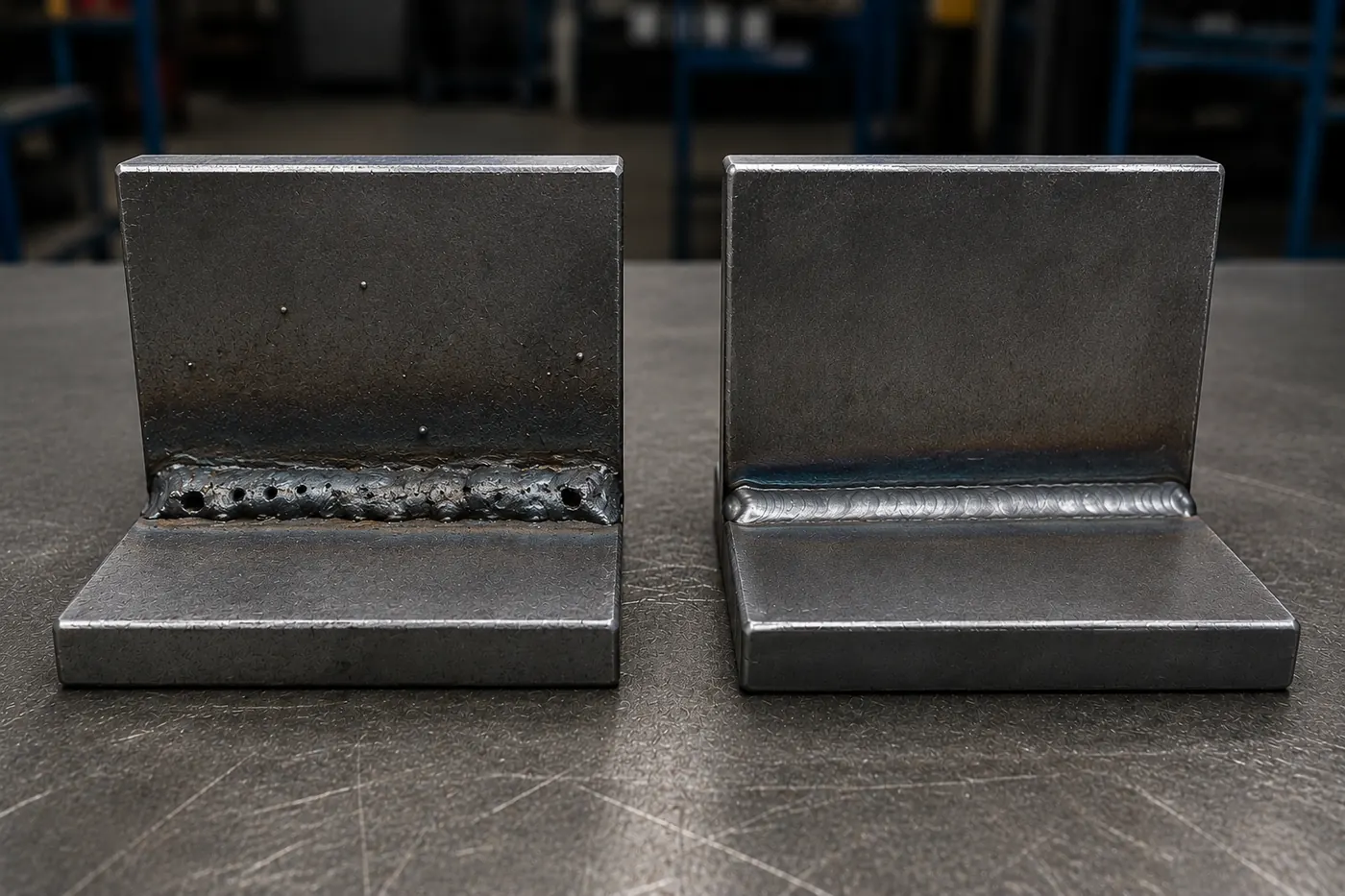
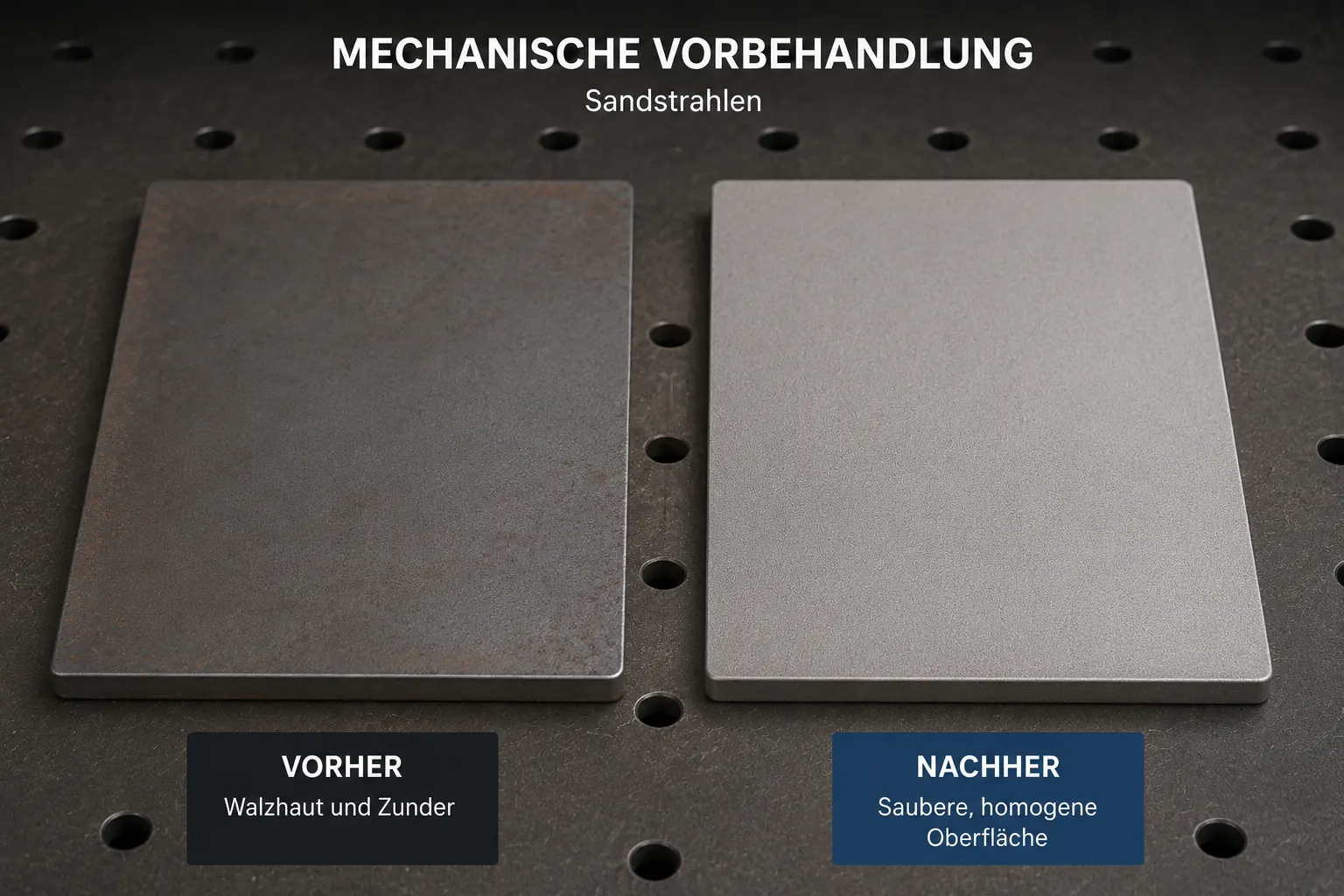
Bauteile sollten möglichst beschichtungsgerecht konstruiert werden. Gut zugängliche Flächen, ausreichend große Radien, geeignete Entwässerungs- und Entlüftungsmöglichkeiten sowie eine sinnvolle Bauteilgeometrie erleichtern den Beschichtungsprozess und verbessern die Oberflächenqualität nachhaltig.
Praxis-Hinweis
Bereits kleine konstruktive Anpassungen können die Beschichtungsqualität verbessern, Nacharbeit reduzieren und wirtschaftlichere Prozesse ermöglichen.